วัตถุประสงค์ของการเคลือบวัสดุ
การเคลือบผิวภายนอกของท่อเหล็กมีความสำคัญอย่างยิ่งในการป้องกันการเกิดสนิม สนิมบนผิวท่อเหล็กอาจส่งผลกระทบอย่างมากต่อการใช้งาน คุณภาพ และรูปลักษณ์ ดังนั้น กระบวนการเคลือบจึงมีผลกระทบอย่างมากต่อคุณภาพโดยรวมของผลิตภัณฑ์ท่อเหล็ก
-
ข้อกำหนดสำหรับวัสดุเคลือบผิว
ตามมาตรฐานที่กำหนดโดยสถาบันปิโตรเลียมแห่งอเมริกา ท่อเหล็กควรทนต่อการกัดกร่อนอย่างน้อยสามเดือน อย่างไรก็ตาม ความต้องการระยะเวลาป้องกันสนิมที่ยาวนานขึ้นได้เพิ่มขึ้น โดยผู้ใช้จำนวนมากต้องการให้ทนต่อการกัดกร่อนได้นาน 3 ถึง 6 เดือนในสภาพการจัดเก็บกลางแจ้ง นอกเหนือจากความต้องการด้านอายุการใช้งานที่ยาวนานแล้ว ผู้ใช้ยังคาดหวังว่าสารเคลือบจะรักษาพื้นผิวให้เรียบเนียน กระจายสารป้องกันการกัดกร่อนอย่างสม่ำเสมอโดยไม่มีการกระโดดหรือหยดที่อาจส่งผลต่อคุณภาพทางสายตา

-
ประเภทของวัสดุเคลือบผิวและข้อดีข้อเสีย
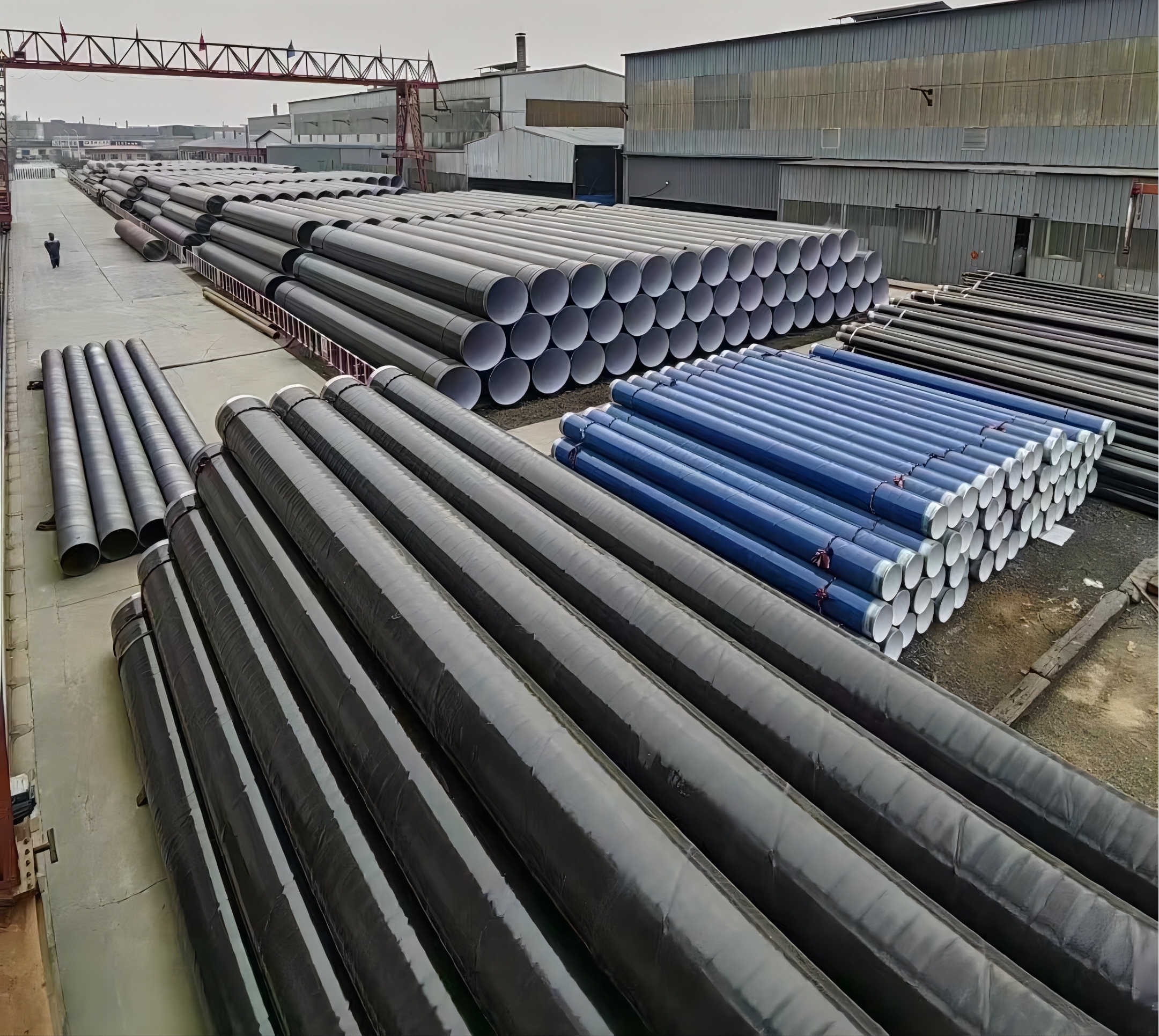
ในเครือข่ายท่อใต้ดินในเขตเมืองท่อเหล็กท่อเหล่านี้ถูกนำมาใช้ในการขนส่งก๊าซ น้ำมัน น้ำ และอื่นๆ มากขึ้นเรื่อยๆ วัสดุเคลือบผิวท่อเหล่านี้ได้พัฒนาจากวัสดุแอสฟัลต์แบบดั้งเดิมไปเป็นวัสดุเรซินโพลีเอทิลีนและเรซินอีพ็อกซี การใช้วัสดุเคลือบเรซินโพลีเอทิลีนเริ่มขึ้นในทศวรรษ 1980 และด้วยการใช้งานที่หลากหลาย ส่วนประกอบและกระบวนการเคลือบจึงได้รับการปรับปรุงอย่างค่อยเป็นค่อยไป
3.1 การเคลือบแอสฟัลต์ปิโตรเลียม
การเคลือบแอสฟัลต์ปิโตรเลียม ซึ่งเป็นชั้นป้องกันการกัดกร่อนแบบดั้งเดิม ประกอบด้วยชั้นแอสฟัลต์ปิโตรเลียมเสริมด้วยผ้าใยแก้วและฟิล์มโพลีไวนิลคลอไรด์ป้องกันภายนอก มีคุณสมบัติกันน้ำได้ดีเยี่ยม ยึดเกาะกับพื้นผิวต่างๆ ได้ดี และคุ้มค่า อย่างไรก็ตาม มีข้อเสีย ได้แก่ ความไวต่อการเปลี่ยนแปลงอุณหภูมิ เปราะแตกง่ายในอุณหภูมิต่ำ และมีแนวโน้มที่จะเสื่อมสภาพและแตกร้าว โดยเฉพาะในสภาพดินที่เป็นหิน ทำให้ต้องมีมาตรการป้องกันเพิ่มเติมและเพิ่มต้นทุน
3.2 การเคลือบอีพ็อกซีด้วยน้ำมันดินถ่านหิน
สีอีพ็อกซีถ่านหิน ซึ่งผลิตจากเรซินอีพ็อกซีและยางมะตอยถ่านหิน มีคุณสมบัติเด่นด้านความทนทานต่อน้ำและสารเคมี ความทนทานต่อการกัดกร่อน การยึดเกาะที่ดี ความแข็งแรงเชิงกล และคุณสมบัติเป็นฉนวน อย่างไรก็ตาม ต้องใช้เวลาในการบ่มหลังการใช้งานนาน ทำให้มีความเสี่ยงต่อผลกระทบจากสภาพอากาศในช่วงเวลานั้น นอกจากนี้ ส่วนประกอบต่างๆ ที่ใช้ในระบบการเคลือบนี้ยังต้องการการจัดเก็บแบบพิเศษ ซึ่งทำให้ต้นทุนสูงขึ้น
3.3 การเคลือบผงอีพ็อกซี่
การเคลือบผงอีพ็อกซี่ ซึ่งเริ่มใช้ในทศวรรษ 1960 นั้น เกี่ยวข้องกับการพ่นผงด้วยไฟฟ้าสถิตลงบนพื้นผิวท่อที่ผ่านการเตรียมและให้ความร้อนมาก่อน ทำให้เกิดชั้นป้องกันการกัดกร่อนที่หนาแน่น ข้อดีของมันได้แก่ ช่วงอุณหภูมิที่กว้าง (-60°C ถึง 100°C) การยึดเกาะที่แข็งแรง ความต้านทานที่ดีต่อการหลุดลอกเนื่องจากกระแสไฟฟ้า การกระแทก ความยืดหยุ่น และความเสียหายจากการเชื่อม อย่างไรก็ตาม ฟิล์มที่บางกว่าทำให้มันเสียหายได้ง่าย และต้องใช้เทคนิคและอุปกรณ์การผลิตที่ซับซ้อน ซึ่งก่อให้เกิดความท้าทายในการใช้งานภาคสนาม แม้ว่าจะดีเยี่ยมในหลายด้าน แต่ก็ยังด้อยกว่าโพลีเอทิลีนในแง่ของความทนทานต่อความร้อนและการป้องกันการกัดกร่อนโดยรวม
3.4 สารเคลือบป้องกันการกัดกร่อนโพลีเอทิลีน
โพลีเอทิลีนมีคุณสมบัติทนทานต่อแรงกระแทกและมีความแข็งสูง พร้อมทั้งใช้งานได้ในช่วงอุณหภูมิที่กว้าง จึงมีการใช้งานอย่างแพร่หลายในพื้นที่หนาวเย็น เช่น รัสเซียและยุโรปตะวันตก สำหรับท่อส่ง เนื่องจากมีความยืดหยุ่นและทนทานต่อแรงกระแทกได้ดีเยี่ยม โดยเฉพาะอย่างยิ่งในอุณหภูมิต่ำ อย่างไรก็ตาม ยังคงมีข้อจำกัดในการใช้งานกับท่อขนาดใหญ่ ซึ่งอาจเกิดการแตกร้าวจากความเค้น และการซึมของน้ำอาจนำไปสู่การกัดกร่อนใต้ชั้นเคลือบ จึงจำเป็นต้องมีการวิจัยและพัฒนาวัสดุและเทคนิคการใช้งานเพิ่มเติม
3.5 การเคลือบป้องกันการกัดกร่อนแบบหนา
สารเคลือบป้องกันการกัดกร่อนชนิดหนาให้ความต้านทานการกัดกร่อนที่เพิ่มขึ้นอย่างมากเมื่อเทียบกับสารเคลือบมาตรฐาน มีประสิทธิภาพในระยะยาวแม้ในสภาวะที่รุนแรง โดยมีอายุการใช้งานเกิน 10 ถึง 15 ปีในสภาพแวดล้อมทางเคมี ทางทะเล และตัวทำละลาย และมากกว่า 5 ปีในสภาวะที่เป็นกรด ด่าง หรือเกลือ สารเคลือบเหล่านี้โดยทั่วไปมีความหนาของฟิล์มแห้งตั้งแต่ 200 ไมโครเมตรถึง 2000 ไมโครเมตร ทำให้มั่นใจได้ถึงการปกป้องและความทนทานที่เหนือกว่า มีการใช้งานอย่างแพร่หลายในโครงสร้างทางทะเล อุปกรณ์ทางเคมี ถังเก็บ และท่อส่ง
-
ปัญหาทั่วไปเกี่ยวกับวัสดุเคลือบผิว
ปัญหาที่พบได้ทั่วไปในการเคลือบผิว ได้แก่ การเคลือบที่ไม่สม่ำเสมอ การรั่วไหลของสารป้องกันการกัดกร่อน และการเกิดฟองอากาศ
(1) การเคลือบไม่สม่ำเสมอ: การกระจายตัวของสารป้องกันการกัดกร่อนบนพื้นผิวท่อไม่สม่ำเสมอ ส่งผลให้มีบริเวณที่มีความหนาของการเคลือบมากเกินไป ทำให้เกิดการสิ้นเปลือง ในขณะที่บริเวณที่บางหรือไม่เคลือบจะลดความสามารถในการป้องกันการกัดกร่อนของท่อ
(2) การหยดของสารป้องกันการกัดกร่อน: ปรากฏการณ์นี้ ซึ่งสารป้องกันการกัดกร่อนจะแข็งตัวเป็นหยดคล้ายหยดน้ำบนพื้นผิวท่อ ส่งผลกระทบต่อความสวยงามโดยไม่ส่งผลโดยตรงต่อความต้านทานการกัดกร่อน
(3) การเกิดฟองอากาศ: อากาศที่ติดอยู่ภายในสารป้องกันการกัดกร่อนระหว่างการใช้งานจะทำให้เกิดฟองอากาศบนพื้นผิวของท่อ ซึ่งส่งผลต่อทั้งลักษณะที่ปรากฏและประสิทธิภาพของการเคลือบ
-
การวิเคราะห์ปัญหาด้านคุณภาพของสารเคลือบผิว
ทุกปัญหาเกิดขึ้นจากสาเหตุและปัจจัยที่หลากหลาย และปัญหาเรื่องคุณภาพของท่อเหล็กก็อาจเกิดจากหลายสาเหตุรวมกัน สาเหตุของการเคลือบผิวที่ไม่สม่ำเสมอสามารถแบ่งออกได้เป็นสองประเภทใหญ่ๆ คือ ประเภทแรกคือปรากฏการณ์ที่ไม่สม่ำเสมอที่เกิดจากการพ่นสีหลังจากที่ท่อเหล็กเข้าสู่กล่องพ่นสี และประเภทที่สองคือปรากฏการณ์ที่ไม่สม่ำเสมอที่เกิดจากการไม่พ่นสี
สาเหตุของปรากฏการณ์แรกนั้นเห็นได้ชัดเจน คือ เมื่อท่อเหล็กเข้าไปในกล่องเคลือบ จะมีปืนพ่นสีอยู่รอบๆ 360 องศา จำนวน 6 ปืน (สายการผลิตปลอกมี 12 ปืน) หากขนาดการไหลของสีที่พ่นออกมาจากแต่ละปืนแตกต่างกัน ก็จะทำให้สารป้องกันการกัดกร่อนกระจายตัวไม่สม่ำเสมอในพื้นผิวต่างๆ ของท่อเหล็ก
เหตุผลประการที่สองคือ นอกจากปัจจัยการพ่นแล้ว ยังมีสาเหตุอื่นๆ ที่ทำให้การเคลือบไม่สม่ำเสมอ เช่น สนิมและความหยาบของท่อเหล็ก ทำให้การเคลือบกระจายตัวได้ไม่สม่ำเสมอ หรืออาจมีคราบน้ำตกค้างบนพื้นผิวท่อเหล็ก ซึ่งเกิดจากการสัมผัสกับสารละลาย ทำให้สารกันบูดเกาะติดกับพื้นผิวท่อเหล็กได้ยาก ส่งผลให้บางส่วนของท่อเหล็กไม่ได้รับการเคลือบอย่างทั่วถึง ทำให้การเคลือบไม่สม่ำเสมอทั่วทั้งท่อเหล็ก
(1) สาเหตุของการเกิดหยดแขวนของสารป้องกันการกัดกร่อน เนื่องจากหน้าตัดของท่อเหล็กเป็นทรงกลม ทุกครั้งที่พ่นสารป้องกันการกัดกร่อนลงบนพื้นผิวของท่อเหล็ก สารป้องกันการกัดกร่อนในส่วนบนและขอบจะไหลลงสู่ส่วนล่างเนื่องจากแรงโน้มถ่วง ทำให้เกิดปรากฏการณ์หยดแขวนขึ้น ข้อดีคือในสายการผลิตเคลือบของโรงงานท่อเหล็กมีอุปกรณ์เตาอบ ซึ่งสามารถให้ความร้อนและทำให้สารป้องกันการกัดกร่อนที่พ่นลงบนพื้นผิวของท่อเหล็กแข็งตัวได้ทันเวลา และลดความเหลวของสารป้องกันการกัดกร่อน อย่างไรก็ตาม หากความหนืดของสารป้องกันการกัดกร่อนไม่สูง ไม่มีการให้ความร้อนทันเวลาหลังการพ่น หรืออุณหภูมิความร้อนไม่สูง หัวฉีดไม่อยู่ในสภาพการทำงานที่ดี ฯลฯ จะทำให้สารป้องกันการกัดกร่อนเกิดหยดแขวนขึ้น
(2) สาเหตุของการเกิดฟองของสารกันสนิม เนื่องจากสภาพแวดล้อมของสถานที่ปฏิบัติงานที่มีความชื้นในอากาศสูง การกระจายตัวของสีจึงมากเกินไป และการลดลงของอุณหภูมิในกระบวนการกระจายตัวจะทำให้เกิดปรากฏการณ์ฟองของสารกันสนิม สภาพแวดล้อมที่มีความชื้นในอากาศสูงและอุณหภูมิต่ำ สารกันสนิมที่พ่นออกมาจะกระจายตัวเป็นละอองเล็กๆ ซึ่งเมื่ออุณหภูมิลดลง น้ำในอากาศที่มีความชื้นสูงจะควบแน่นกลายเป็นละอองน้ำขนาดเล็กผสมกับสารกันสนิม และในที่สุดก็จะเข้าไปภายในสีเคลือบ ทำให้เกิดปรากฏการณ์ฟองขึ้นในสีเคลือบ
วันที่โพสต์: 15 ธันวาคม 2023